

















































































































Das einphasige Fronius Transpocket 150 - Elektrodenschweißgerät ist eine Maschine der neuen Generation mit einer Leistung von 150 A für das MMA- und WIG- Schweißen. Sie verfügt über einen erweiterten Funktionsumfang und garantiert optimale Schweißergebnisse. Der Einsatz moderner PFC-Technologie (Power Factor Correction), die für die Steuerung der Leistung verantwortlich ist, sorgt für einen optimalen Energieverbrauch und geringe Leitungsverluste, was sich in Einsparungen und einer geringeren Anzahl an Störungen im Stromnetz niederschlägt. Darüber hinaus ermöglicht das Gerät die Verwendung von sehr langen Kabeln (bis zu 100 Meter) ohne Gefahr, dass die Spannungsschwankungen entstehen.
Das TransPocket 150 Invertergerät ermöglicht das E-Hand-Schweißen mit abgedeckten Elektroden (Stabelektrodenschweißen - STICK), deren Durchmesser 4,0 mm nicht überschreitet. Das Schweißgerät verfügt über einen zusätzlichen Modus (CEL), der für die Arbeit mit Zelluloseelektroden vorgesehen ist. Dieser Modus sorgt für einen stabilen Lichtbogen und ist besonders nützlich beim Schweißen an schwierigen Positionen, z. B. von oben nach unten. Der digitale Regler passt die Eigenschaften der Schweißquelle an die verwendete Schweißelektrode an, was die Menge der Spritzen verringert und eine optimale Elektrodenzündung bei geringem Kurzschlussstrom gewährleistet. Dank hoher Spannungsreserven ist eine hohe Stabilität des Schweißlichtbogens gesichert. Unabhängig von dem ausgewählten Schweißprozess sind die Ergebnisse immer hervorragend.
Das Fronius Transpocket 150 – Schweißgerät verfügt über einen breiten Funktionsumfang:
Die HotStart - Funktion hilft beim Zünden der Elektrode, indem sie zu Beginn des Schweißvorganges den Schweißstrom für 0,1 bis 1,5 Sekunden erhöht. Sie sorgt auch für eine bessere Verschmelzung des Grundmaterials in der Anfangsphase und reduziert so die Anzahl der Kaltrisse. Darüber hinaus verhindert sie den Einschluss von Schlacke und sorgt dafür, dass sich diese leicht von der Schweißnaht löst. Die HotStart - Funktion wird bei Elektroden mit großem Durchmesser wie 3,2 und 4,0 mm verwendet. Die SOFT-START-Funktion verursacht daneben die Reduzierung des Schweißstromes in der Anfangsphase des Schweißvorganges und garantiert so eine hervorragende Lichtbogenstabilität. Diese Funktion ist für basische und hochlegierte Elektroden mit kleineren Durchmessern geeignet, z.B. für Edelstahl. Sie verhindert das Kleben der Elektrode und reduziert die Porenbildung in der Schweißnaht. Die SOFT-START-Funktion ist im Bereich von 30 % bis 99 % und die Hot-Start-Funktion im Bereich von 101 % bis 200 % einstellbar.
Das Schweißgerät von Fronius bietet die ANTI-STICK-Funktion zur Verfügung an, bei der im Falle eines Kurzschlusses (Festkleben der Elektrode) der Lichtbogen nach 1,5 Sekunden abgeschaltet wird. Diese Funktion erleichtert das Entfernen der Elektrode vom Schweißelement und schützt den Schweißbrenner vor möglichen Beschädigungen.
Die Maschine ist auch mit einer Startrampe-Funktion ausgestattet, dank der ein Leistungswert beim Zünden des Lichtbogens am Anfang 5 A, weiter 35 A beträgt und dann abhängig von den vorherigen Einstellungen auf HotStart oder SOFT-START umschaltet. Der gesamte Vorgang dauert ca. 100 Millisekunden. Diese Funktion verhindert ein Kleben der Elektrode ans Material und sorgt für eine sanftere Lichtbogenzündung.
Das Fronius TransPocket 150 Schweißgerät verfügt über die „Abriss-Spannung“- Funktion (Voltage cut off). Dank dieser Funktion kann festgelegt werden, bei welcher Lichtbogenlänge der Schweißvorgang zu Ende ist. Mit zunehmender Länge des Schweißlichtbogens erhöht sich die Schweißspannung. Bei Erreichen der eingestellten Spannung wird der Lichtbogen abgeschaltet.
Das Gerät ermöglicht die Einstellung des „Dynamik“-Parameters, um optimale Schweißergebnisse zu erzielen. Eine Reduzierung des Wertes führt zu einem weicheren Lichtbogen und einer geringeren Eindringtiefe. Eine Erhöhung des Parameters führt hingegen zu einem fokussierteren Lichtbogen mit größerer Eindringtiefe. Die Dynamik-Parameter hilft einen stabilen Schweißlichtbogen zu erhalten, indem es im Kurzschlussfall oder beim Tropfendurchgang den Strom kurzzeitig erhöht. Dadurch wird eine Erstarrung des Schweißbades vermieden, ein Kurzschluss des Lichtbogens über einen längeren Zeitraum verhindert und das Risiko einer Immobilisierung der abschmelzenden Elektrode minimiert.
Fronius TransPocket 150 ermöglicht auch das Stabelektroden-Schweißen mit pulsierendem Schweißstrom (Pulsschweißen) im Frequenzbereich von 0,2 –bis 990 Hz. Diese Methode wird beim Schweißen von Stahlrohren in Zwangslagen eingesetzt, z.B. Traufverbindungen oder Steigleitungen und findet auch die Anwendung beim Schweißen dünner Materialien. Beim Pulsschweißen wird impulsartig Wärmeenergie in die Schweißnaht eingebracht, die zwischen aufeinanderfolgenden Impulsen abgekühlt wird. Dies verringert die Menge der Schweißspritzer und trägt dazu bei, die richtige Schweißnahtform zu erhalten. Beim Pulsschweißen entstehen zwei Stromarten: der Grundstrom (I-G), der für die Aufrechterhaltung des Schweißlichtbogens, das Schmelzen des Drahtes und der Kanten der verbundenen Elemente verantwortlich ist, und der pulsierende Strom (I-P), der die den flüssigen Metall ohne Spritzer oder Kurzschlüsse an das Schweißbad überträgt.
Das TransPocket 150 - Schweißgerät ermöglicht auch das WIG-LIFT-Schweißen (Zündung durch Reiben) mit einem Schweißgriff, der mit einem Ventil im Griff ausgestatttet wurde. Um den Prozess zu starten, wählen Sie einfach im Gerätemenü „WIG-Schweißen“ aus, stellen den Schweißstrom ein und platzieren dann die Gasdüse auf der Zündstelle. Wichtig ist, dass der Abstand zwischen der Wolframelektrode und dem Schweißgut ca. 2-3 mm beträgt (Abb. 1). Anschließend muss das Ventil abgeschraubt werden, wodurch das Schutzgas ausströmt. Im nächsten Schritt richten Sie den Schweißbrenner schrittweise aus, bis die Elektrode das Werkstück berührt (Abb. 2). Nach dem Anheben des Brenners und dem Kippen in die Normalposition wird der Schweißlichtbogen gezündet (Abb. 3). Der gesamte Prozess ist in der folgenden Grafik dargestellt:

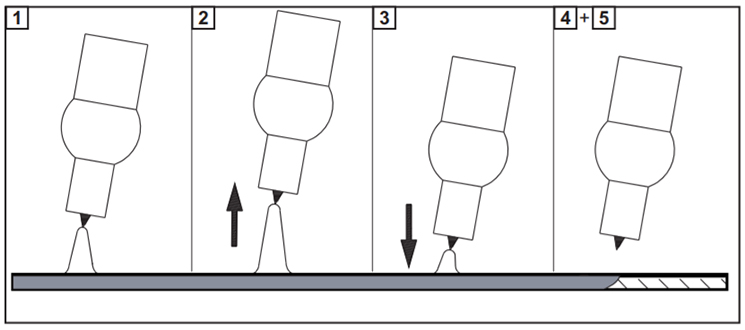
Mit der Funktion WIG COMFORT STOP kann der Schweißvorgang sanft beendet werden. Dadurch werden die Verbrennungen und Verfärbungen im Material vermieden. Während des Schweißens soll der Schweißbrenner angehoben werden (Abb. 2), wodurch der Lichtbogen verlängert wird, und danach wieder abgesenkt (Abb. 3), wodurch der Schweißlichtbogen verkürzt wird. Durch die rampenförmige Abnahme des Stromwertes (DOWN SLOPE) erlischt der Lichtbogen langsam (Abb. 4). Nach dem Abwarten der eingestellten Gasnachström-Zeit, kann der Schweißbrenner vom Werkstück abgehoben werden (Abb. 5). Es ist notwendig, den Gasfluss durch das Ausschalten des Ventils im Griff manuell zu unterbrechen. Das Funktionsprinzip der TIG Comfort Stop-Funktion ist in der folgenden Abbildung dargestellt:
Parameter für das Stabelektroden-Schweißen:
![]() - Startstrom-Dauer für die Funktion SoftStart und HotStart. Dieser Parameter ist im Bereich: 0.1-1.5 Sekunden einstellbar.
- Startstrom-Dauer für die Funktion SoftStart und HotStart. Dieser Parameter ist im Bereich: 0.1-1.5 Sekunden einstellbar.
![]() - AntiStick-Funktion, dank der der Lichtbogen im Falle eines Kurzschlusses(Festkleben der Elektrode) nach 1,5 Sekunden abgeschaltet wird.
- AntiStick-Funktion, dank der der Lichtbogen im Falle eines Kurzschlusses(Festkleben der Elektrode) nach 1,5 Sekunden abgeschaltet wird.
![]() - Dieser Parameter dient zum Aktivieren und Deaktivieren der Startrampe.
- Dieser Parameter dient zum Aktivieren und Deaktivieren der Startrampe.
![]() - Abriss-Spannung (Voltage cut off) mit der Möglichkeit der Regulierung im Bereich von 25-90 V.
- Abriss-Spannung (Voltage cut off) mit der Möglichkeit der Regulierung im Bereich von 25-90 V.
![]() - Werkseinstellung (FACtory). Dank dieses Parameters kann das Gerät auf seine Werkseinstellungen zurückgesetzt werden.
- Werkseinstellung (FACtory). Dank dieses Parameters kann das Gerät auf seine Werkseinstellungen zurückgesetzt werden.
![]() - Setup-Menü Ebene 2 – dient zum Einstellen allgemeiner Parameter.
- Setup-Menü Ebene 2 – dient zum Einstellen allgemeiner Parameter.
Parameter für das WIG-Schweißen:
![]() - Comfort Stop Empfindlichkeit (Comfort Stop Sensivity). Dieser Parameter ist im Bereich von 0.5-2.5 V einstellbar und ermöglicht den sanften Abschluss des Schweißprozesses.
- Comfort Stop Empfindlichkeit (Comfort Stop Sensivity). Dieser Parameter ist im Bereich von 0.5-2.5 V einstellbar und ermöglicht den sanften Abschluss des Schweißprozesses.
![]() - Abriss-Spannung (Voltage cut off) mit der Möglichkeit der Regulierung im Bereich von 12-22 V. Dieser Patameter dient zur Festlegung bei welcher Lichtbogenlänge der Schweißvorgang zu Ende ist.
- Abriss-Spannung (Voltage cut off) mit der Möglichkeit der Regulierung im Bereich von 12-22 V. Dieser Patameter dient zur Festlegung bei welcher Lichtbogenlänge der Schweißvorgang zu Ende ist.
![]() - Werkseinstellung (FACtory) - Setup-Menü Ebene 2 – dient zum Einstellen allgemeiner Parameter.
- Werkseinstellung (FACtory) - Setup-Menü Ebene 2 – dient zum Einstellen allgemeiner Parameter.
Parameter Setup-Menü Ebene 2:
![]() - Software-Version. Die vollständige Versionsnummer der aktuellen Software ist auf mehrere Displayanzeigen aufgeteilt und durch Drehen des Einstellrades abrufbar.
- Software-Version. Die vollständige Versionsnummer der aktuellen Software ist auf mehrere Displayanzeigen aufgeteilt und durch Drehen des Einstellrades abrufbar.
![]() - Automatische Abschaltung (time Shut down). Dieser Parameter ist im Bereich von 5-60 Minuten einstellbar.
- Automatische Abschaltung (time Shut down). Dieser Parameter ist im Bereich von 5-60 Minuten einstellbar.
![]() - Sicherung. Dieser Parameter dient zum Anzeigen / Einstellen der verwendeten Sicherung.
- Sicherung. Dieser Parameter dient zum Anzeigen / Einstellen der verwendeten Sicherung.
![]() - Betriebsdauer (System on time). Dieser Parameter dient zum Anzeigen der Betriebsdauer (beginnt zu zählen, sobald das Gerät eingeschaltet wird.
- Betriebsdauer (System on time). Dieser Parameter dient zum Anzeigen der Betriebsdauer (beginnt zu zählen, sobald das Gerät eingeschaltet wird.
![]() - Schweißdauer (System Active time). Dieser Parameter dient zum Anzeigen der Schweißdauer (zeigt nur die Zeit, während der geschweißt wurde.
- Schweißdauer (System Active time). Dieser Parameter dient zum Anzeigen der Schweißdauer (zeigt nur die Zeit, während der geschweißt wurde.
Im Set enthaltene Produkte:
- E-Hand-Inverteranlage Ignis 150 EF 4,075,245
- Elektrodenkabel 16mm2 4m 200A 43,0004,1606
- Massekabel 16mm2 3m 200A/60% 43,0004,1607

Schauen Sie sich auch andere Elektroden-Schweißgeräte in unserem Angebot an!
| ED 35%: | 150 A |
| ED 60%: | 110 A |
| ED 100%: | 90 A |
| Arbeitsspannungsbereich: | 20,4V - 26,0V |
| Leerlaufspannung: | 96,0 V |
| Netzfrequenz: | 50-60Hz |
| Netzspannung: | 230V |
| Netzsicherung: | 16A |
| Abmessung / Breite : | 130 mm |
| Abmessung / Länge: | 365 mm |
| Gewicht: | 6,6 kg |
| Schutzart: | IP23 |